Welcome to the official website of Shenzhen Dankai Technology Co., Ltd.!
Sitemap | contact us | Online message | CN
Telephone:
+8615158121839
Hot key words:Polyperfluoroethylene propylene(FEP/F46) PTFE Teflon series PFA PVDF
News
Telephone:
+8615158121839Information details
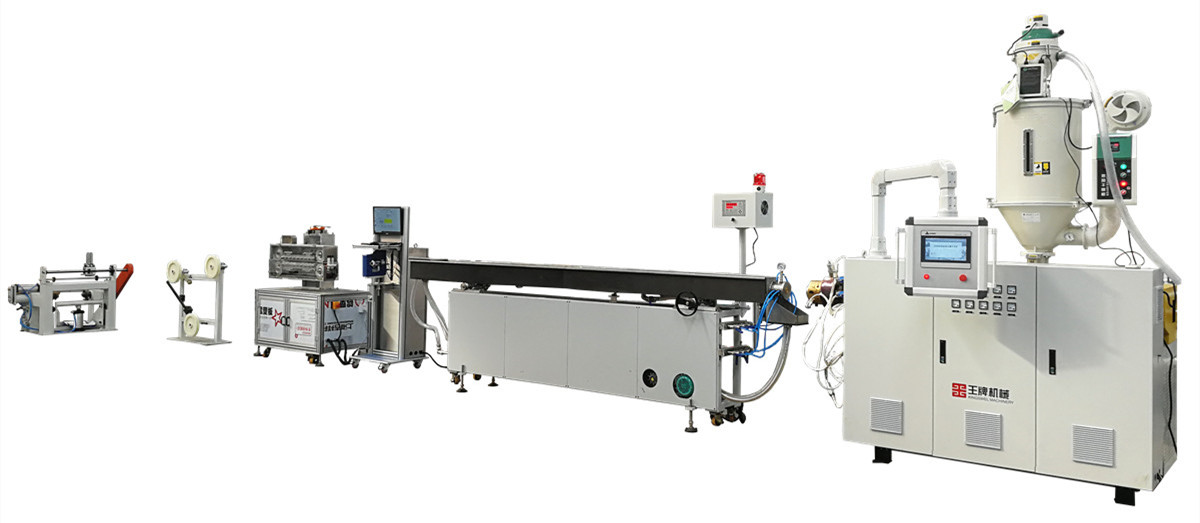
PFA tube extruder exhaust port how to do?
- Categories:News
- Author:PFA tube lady
- Origin:DANKAI
- Time of issue:2003-11-01 11:10
- Views:
PFA tube extruder exhaust port how to do?
- Categories:News
- Author:PFA tube lady
- Origin:DANKAI
- Time of issue:2003-11-01 11:10
- Views:
In the process of PFA extrusion manufacturing, the gas must be discharged out of the melt, if the gas can not be discharged, the surface or inside of the commodity may appear pores, bubbles and surface darkness defects, more serious harm to the physical and mechanical properties of the commodity. Chemical and electrical properties. 1~2 exhaust ports are set in the middle of the feed port and the head to remove moisture and other volatiles in the extruded material. However, there are often some cylinder openings, the most common problem is from the exhaust port, a small amount of PFA will harm the release of volatiles, and then harm the quality of the product; A lot of risers will block the exhaust port and even cause downtime.
Usually there are two reasons can be explained, one is the screw design is not reasonable, resulting in the exhaust port PFA backflow; Second, the exhaust port design is not reasonable, melting PFA over the exhaust port when hanging. To find the cause, first look at the exhaust port to see whether the PFA in the screw flow back, in most of the exhaust extruder, you can see the melt in the screw rotation and then forward. Under normal circumstances, the degree of screw groove filling PFA can not exceed 50%, if more than not only affect the exhaust effect, but also may cause exhaust; If the screw is lower than 50%, it can work normally. Unreasonable design of exhaust port or shunt element may cause unreasonable exhaust port.

Influencing factors of feeding and its solution.
Exhaust screw is primarily a multistage design, this design has the advantage of vent with normal pressure, PFA not outflow, exhaust extruder needs to secondary screw and secondary screw need triple screw, each level has a positive pressure, compression and measurement, a stage for positive pressure feeding section, two stages for positive pressure exhaust section, namely the position of the vent. There are two major problems in the design of exhaust extruder screw:
1. PFA must be completely melted to reach the exhaust section before discharging volatilization; The feeding amount of the second order screw must be greater than the feeding amount of the first order screw, so as to make the second order screw at the beginning of the screw slot is not full, maintain the normal pressure of the exhaust port. When the amount of the first screw is greater than the second screw, the melt in the extruder will flow back. To solve this problem, we must reduce or increase the quantity.
2. Process conditions.
The most simple and quick way to deal with PFA charging is to change the process conditions. Such as cooling, increase the friction and shear stress along the cylinder or screw, increase the friction or viscosity along the surface of the cylinder, thus increasing the amount of feed.
The amount of first order feed can be reduced by:
(1) The temperature of cylinder zone 2 and zone 3 increases.
(2) Cool the first step screw.
(3) The method of hunger is used for feeding.
(4) Feeding bin temperature regulation (need repeated test).
The feeding quantity of the second and second order can be adopted by the following methods:
(1) Reduce the temperature of the second steel cylinder.
(2) The temperature of the second order screw.
(3) The head temperature increases.
(4) Increase the nose clearance or reduce the nose resistance.
(5) Reduce the number of filter screens.
(6) with the filter screen, the gap is large.
If changing the processing conditions still cannot solve the problem, other methods must be used, such as redesigning the screw, reducing the head resistance, lengthening the screw and steel pipe, or installing the gear pump between the extruder and the head. Installing a gear pump can solve the takeaway problem, but costs more than new screws.
3. The vent
If there is something wrong with the design of the exhaust, if the screw of the vent is only partially filled, and the vent still has air. The outlet should be wider than the flow rate of the rolling material to ensure that the outlet is not blocked by the melt, and the opening of the outlet should not be too large, which can reduce the residence time of the melt and the expansion time of the material flow. Under normal operating conditions, when the vent is under normal pressure, there is half a filler in the threaded groove, in fact, there is pressure in the rolling melt, about 0.21~0.35MPa and above, enough to expand out of the vent. In this way, the normal viscous elastic expansion of the PFA should be considered when designing the vent, otherwise a part of the rolling material flow will accumulate on the diverter element.
The fluidity and elasticity of the melt material depends on the time it takes to pass through the exhaust port. Long residence time and large scalability. The residence time is controlled by the spiral speed and the size of the exhaust port. Increasing the spiral speed can reduce the residence time. This is why low speed extrusion is more serious than high speed extrusion of the exhaust port. However, the larger the opening of the exhaust port, the longer the residence time. When melt builds up in the vent, it can clog the vent. The solution is to change the opening of the exhaust port to meet the normal expansion of the exhaust port melt. If the rolling material flows and expands 5~10mm, the depth of the exhaust port should be at least 5~10mm.
4. Splitter exhaust port.
For example, in real life, a 150mm PFA extruder with exhaust port was used to extrude the pipe, which was seriously bubbled and could not produce a qualified product. The operator wants to see the molten material in the exhaust port screw slot, but the screw can't be seen at all, which indicates that there is a big problem with the design of the exhaust element. The operator must remove the exhaust element to check the filling degree of the screw slot. After inspection, it was found that only 40% of the screw slot was filled, indicating that the screw design was reasonable. Then the fault focuses on the exhaust element. Upon inspection of the exhaust element, it was found that the exhaust port not only had a bottom notch that allowed the PFA to expand normally in the previous stage, but also had this notch in the next stage. There is no need to design the bottom cut at all, which is disadvantageous because it increases the residence time of the molten pool at the exhaust port, makes the molten pool expand more, and thus increases the accumulation of molten pressure at the exhaust port.
Another problem is that flat and rectangular vents are harder to clean than straight vents. If the shunt element is properly designed, the exhaust port should be perpendicular to the radius of the steel pipe. Based on the above analysis, the shunting element can be repaired in the following two ways:
1. The upper bottom notch is filled with metal;
2. The rectangular opening changes the radial direction, so that the operator can see the fuse in the screw.
Through the improvement of the above methods, the problem of rising material was solved and the quality products were produced. Whether the exhaust screw is used is immediately related to the extrusion process, PFA characteristics and the design of the screw and exhaust port. Therefore, when the manufacturer applies the exhaust extruder to carry out production and processing, it should have a detailed understanding of the processing technology, resin characteristics and machine and equipment characteristics to make the exhaust extruder operate normally and smoothly.
For the knowledge of PFA tube extruder, please continue to pay attention to Shenzhen Dankai Technology Co., LTD.
ShenZhen DanKai Technology Co.,ltd. is an intelligent manufacturing enterprise specializing in the R & D, production, sales and service of FEP, PFA, PTFE,PVDF and other fluoroplastic tube, bar, sheet and film products as well as other insulating materials.
The company has a senior research and development team of international standards and imported fluorine plastic products production line, some fluorine plastic products passed ISO9001, SGS, FDA certification.
The main products are: ① pipe: PTFE polytetrafluoroethylene pipe, FEP pipe, PFA pipe, PVDF pipe; ② Heat-shrinkable tubes: PTFE heat-shrinkable tubes, FEP heat-shrinkable tubes, PFA heat-shrinkable tubes, PVDF heat-shrinkable tubes; ③ Plate and rod films: PTFE plate and rod film, FEP plate and rod film, PFA plate and rod film, PVDF plate and rod film; ④ Insulating materials: silica gel, PE, PVC, UPE, etc.; ⑤ Special class: PFA inlet joint, spiral pipe, spring pipe, rotary cut pipe, welding rod, tee, straight, gasket, joint, taper rod, flaring pipe, sealing pipe, braided pipe, corrugated pipe, etc. At the same time can be customized processing production of various specifications of fluorine plastic products.
This article by the teflon tube little sister original, welcome to pay attention to, take you together long knowledge!
More news














































































")

")



















Landline: 0755-29979617
Cell phone: 15818669373

Add WeChat, free sample

Follow the corporate public account
Shenzhen Dankai Technology Co., Ltd.
Address: Area B, 4th Floor, Building 1, North Yongfa Science and Technology Park, Yanchuan North, Chaoyang Road, Songgang Town, Bao'an District, Shenzhen
Tel: 0755-29979617 23127719 23127819
Fax: 86-0755-29979492

Follow us
Page copyright©1998-2024 Shenzhen Dan Kai Technology Co., Ltd. Guangdong 粤ICP备12071381号